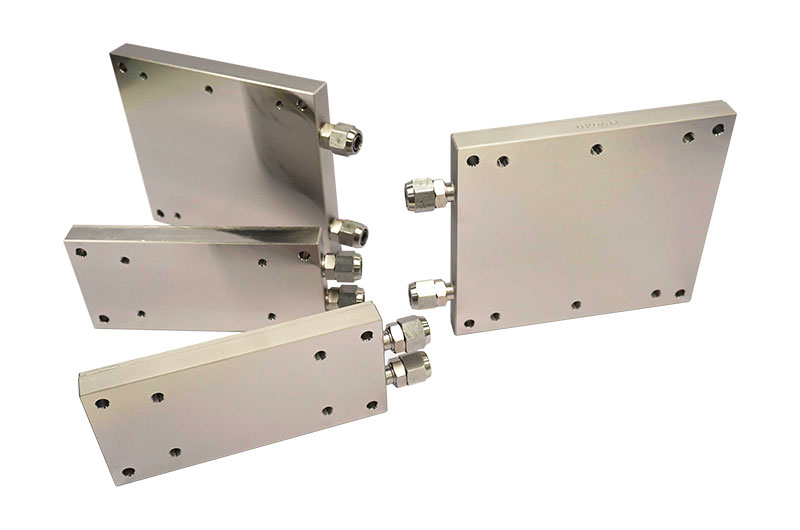
水冷ヒートシンクシリーズLiquid Cold Plate series
水冷ヒートシンクは、材質とポンプ(チラー)の性能が同一であっても、流路によって性能が大きく異なります。
表面温度のバラツキが少ない流路を設計し、高い冷却性能を持つ水冷ヒートシンクを提供します。
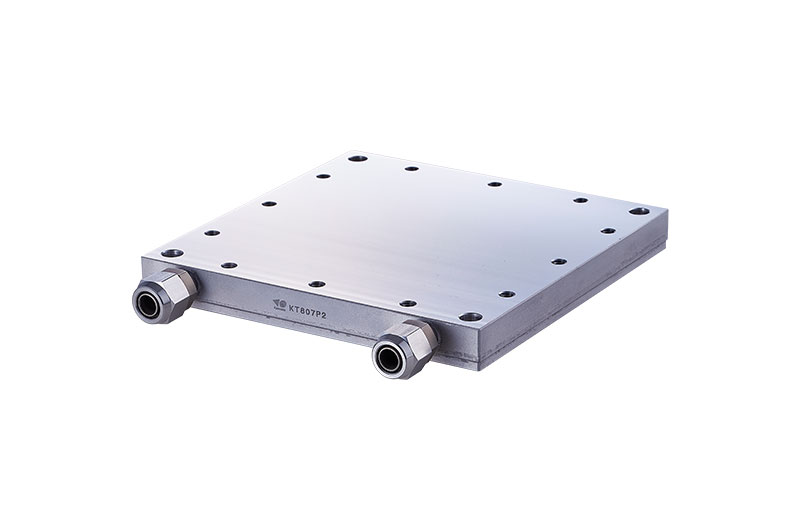
標準品
1個から急ぎで使いたいあなたに高い汎用性がある標準品(30種類以上)を提供します。
タップ穴・貫通穴の追加工も可能な場合があります。お気軽にご相談ください。
用途を選ばず、広く汎用性がある標準タイプ即納


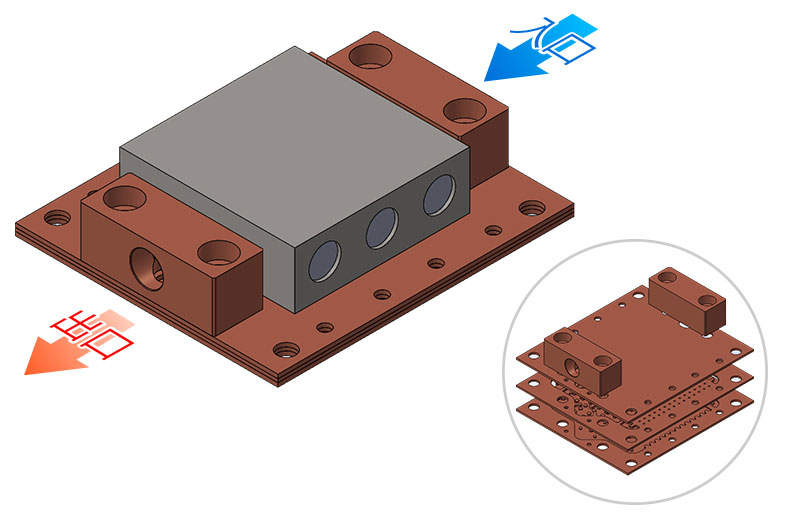
各メーカーのIGBTに適用したサイズ2週間
熱源をお好きな位置に取り付け可能2週間


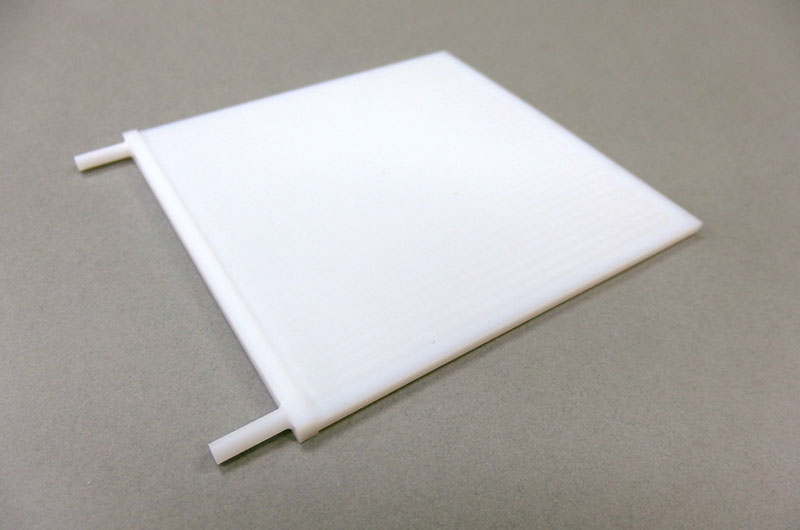
カスタム品
数多くの標準品を取り揃えていますが、標準品では満足できないお客様のために、
サイズや材質、形状などをカスタマイズして、最適な水冷ヒートシンクを設計・製作いたします。